

Инверторные сварочные аппараты: отзывы и уроки по сварке инвертором
Сварка инвертором для начинающих – видео уроки
 Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
При работе с любым сварочным аппаратом существуют различные тонкости и нюансы, поэтому, прежде чем приступить к делу, рекомендуется получить некоторые дополнительные знания и уроки сварки инвертором.
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.

Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Помимо диаметра электрода, необходимо выбрать и его тип. Самыми распространенными являются электроды с рутиловым типом покрытия марок МР, ОЗС, АНО, ОК и подобные аналоги. Они имеют цифровое обозначение 46, подходят для сварки обычных черных металлов, не требуют основательной зачистки кромок, легко поджигаются, в том числе и многократно.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.

Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.
Для поддержания сварочной дуги необходимо удерживать зазор в пределах 3-5 миллиметров между предполагаемым швом и кончиком электрода. Если расстояние будет больше или меньше, то получится или пережог, или непроплавление сварочной ванны.

Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата. Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают. Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности.
Окончание сварки, обрыв сварочной дуги
Быстрый отрыв или отвод электрода от свариваемого изделия не рекомендуется во избежание появления возможных дефектов шва. Вернитесь на верхний край сварочной ванны, а затем, совершив «запятую», отведите электрод от кратера. Если вы еще не окончательно завершили шов, а электрод закончился, продолжайте сварку с небольшим заходом на уже наплавленный металл.

Безопасность при сварочных работах
Приступая к сварочным работам, уделите достаточное внимание защите рук, глаз и органам дыхания. Сварка инвертором для начинающих: видео-показ демонстрирует, что удлиненные краги — самый популярный вариант для защиты кистей рук, чтобы не получить ожоги от фейерверка сварочных брызг при ручной дуговой сварке. Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Таким образом, вооружившись полученными знаниями и переняв опыт других пользователей сварочных инверторов, вы можете смело приступать к работе и начинать приобретать практические навыки управления этим прибором.
Еще по этой теме на нашем сайте:
- Грамотная сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
Сварочные работы можно производить как дуговой сваркой, так и полуавтоматом. Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические.
Ручная сварка для начинающих — самоучитель по сварке дома
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика.
Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой.
Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig для сварки
Отвечая на вопрос: «Mig Mag сварка: что это и как работает?», в первую очередь, необходимо рассказать о принципе действия этого метода сварки. Данный метод основан.
Как варить инверторной сваркой: советы новичкам
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Поговорим про сварку инвертором для начинающих

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
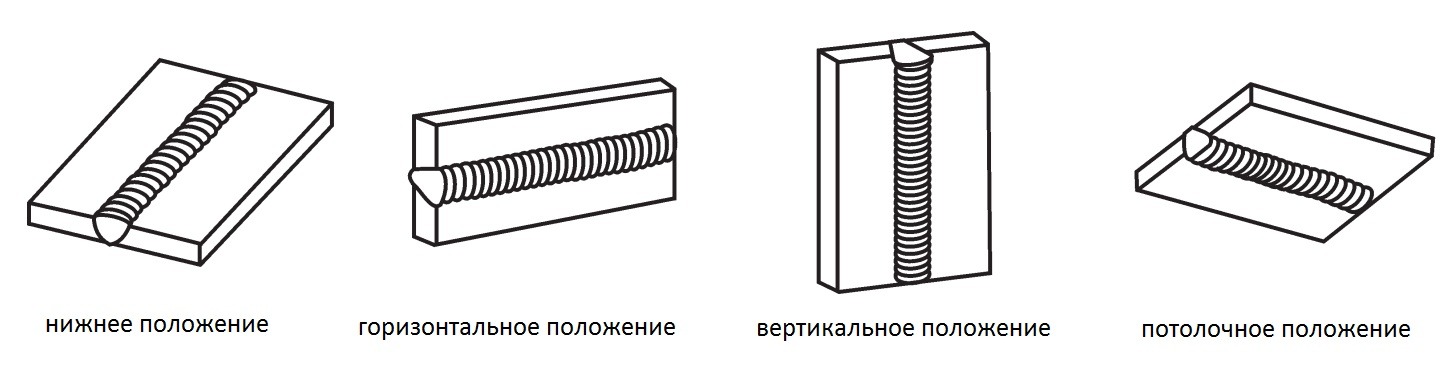
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:

- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:

Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
 Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Инверторная сварка для начинающих: основные правила и советы
 Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.

Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.

Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
 Движения электрода при сварке инвертором
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
Инверторная сварка для начинающих: основные правила и советы
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.

